Náš klient, značka špecializujúca sa na výrobky pre domácnosť vyššej kategórie, plánoval vyvinúť bezševové víno z nehrdzavejúcej ocele vytvorené ako jediný kus určené pre spotrebiteľské skupiny s nárokom na ľahkú luxusnosť v Európe, Amerike a Rusku.
Nakoniec sme prijali kombinovaný proces viacnásobného hlbokého taženia (hlbokého tvárnenia) jednodielneho tvarovania + lokálneho kovania + zrkadlového leštenia na úplné splnenie požiadaviek zákazníka.
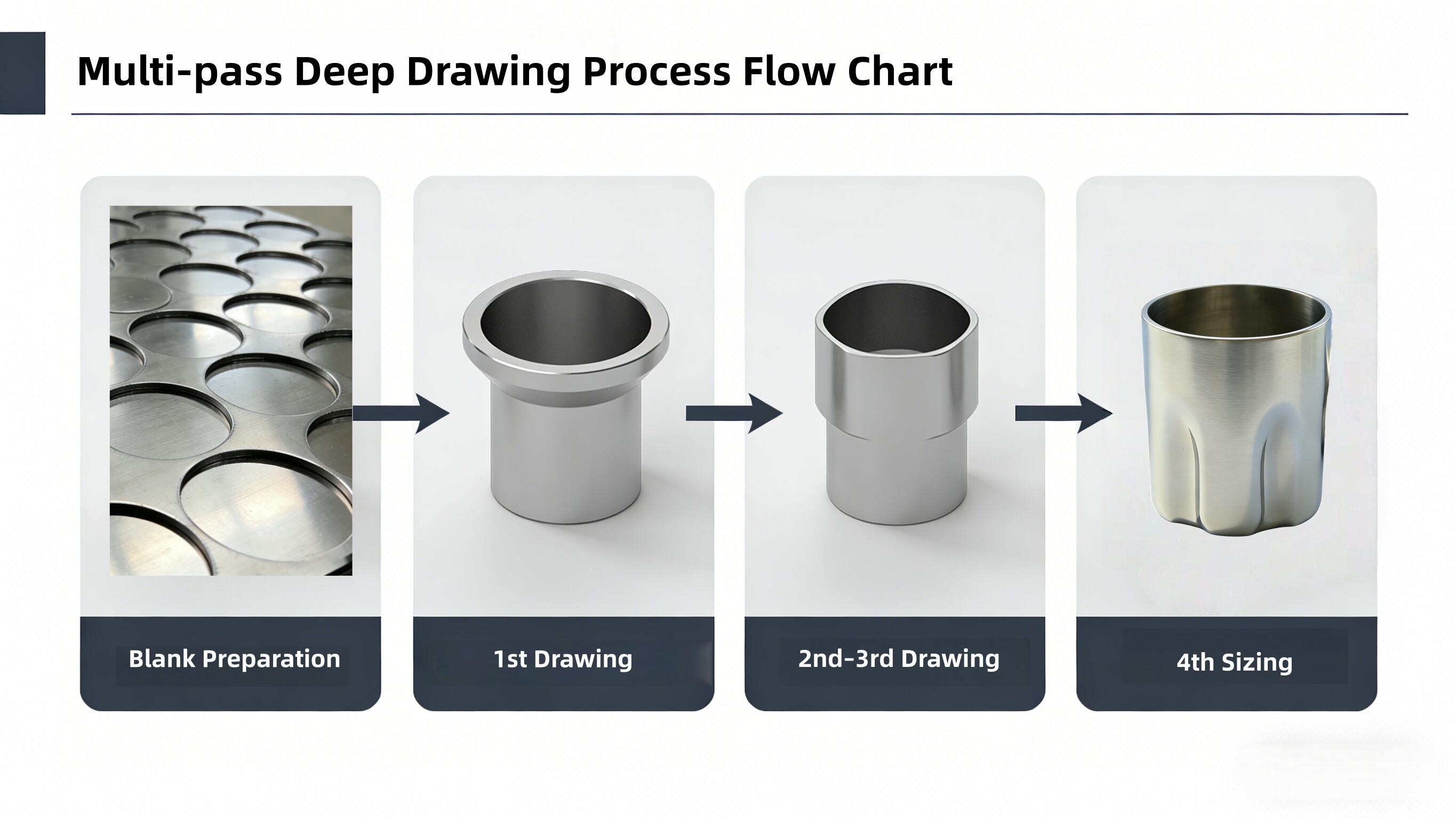
Namiesto tradičného procesu hydroformovania rúrok sme začali s plochými polotovarmi z nehrdzavejúcej ocele a tvarovanie telesa pohára sme dokončili pomocou 4 postupných prechodov hlbokého ťahania . Podrobnosti o každom kroku a problémoch, ktoré boli vyriešené, sú uvedené nižšie: V etape prípravy polotovarov sme vybrali 2plechy z nehrdzavejúcej ocele triedy 304 s hrúbkou v mm, ktoré sme vyrezali do kruhových dielov s priemerom 120 mm a odstránili hrany (odburírovali), aby sme predišli koncentrácii napätia na okrajoch a zabránili praskaniu počas následného taženia. Pri 1. tažnom prechode sme použili formu s veľkým zaoblením (polomerom zaoblenia), aby sme pôvodný polotovar najprv natiahli do mierne hlbokého pohára s výškou 40 mm; tažný koeficient sme kontrolovali na hodnote 0,55, čím sme uvoľnili počiatočné napätie a zabránili okamžitému roztrhnutiu materiálu. Aby sme obnovili plastickosť materiálu pre následné hlboké taženie, po 1. tažnom prechode sme vykonali žíhanie v rozpustenej fáze pri teplote 1050 °C, nasledované rýchlym ochladením vodou, čím sme účinne odstránili tvrdnosť spôsobenú deformáciou. 65mm, pričom tažný koeficient sme pri každom prechode udržiavali na hodnote 0,7. Rovnomerným rozložením deformácie sme zabezpečili, že rozdiel v hrúbke steny sa nachádza v rámci 0.2mm. Nakoniec sme v 4. tvárovacom prechode použili tvárovací formovací nástroj s vlnovitým kontúrom a presne vytvorili špeciálne tvarovaný zakrivený povrch telesa pohára pomocou hydraulického lisu s koinovacím procesom, čím sme zabránili pružnému odskoku pohára a dokonale obnovili navrhovaný vlnovitý tvar.

Po vytvorení hlavnej časti telesa pohára sme použili špeciálne presný formovací nástroj na lokálny koinovací proces dna pohára:

Aby sme dosiahli vizuálne efekty vysokej kvality a splnili normy bezpečnosti potravín, sme zaviedli trojstupňový proces leštenia :

Po troch kolách iterácie formy a optimalizácie procesu sme úspešne dodali vzorky skleníc na víno z nehrdzavejúcej ocele, ktoré spĺňajú všetky požiadavky:
S 10+ rokmi expertízy v presnom kovovom tvárnení ovládame kľúčové technologické procesy, ako je viacnásobné hlboké ťahanie, lokálne razenie a vnútorné tvárnenie vysokým tlakom. Z dosiek dosahujeme jednodielne tvárnenie na bezševné komponenty špeciálneho tvaru, čím dokonale riešime problémy nedostatočnej pevnosti a rizík úniku spôsobených tradičnými zváracími procesmi, a stávame sa spoľahlivým partnerom pre výrobu vysoko kvalitných kovových komponentov na mieru.
Ponúkame komplexné špecifické riešenie od optimalizácie návrhu výrobku, vývoja nástrojov a malosériovej skúšobnej výroby až po veľkosériovú hromadnú výrobu:
Všetky kovové materiály sú starostlivo vybrané. vysokokvalitné kovové materiály výrobný proces prísne dodržiava systém manažmentu kvality ISO 9001 a hotové výrobky splňajú medzinárodné certifikáty kvality, ako sú európsky označenie CE a americký štandard ANSI, čím spĺňajú požiadavky na vstup na zahraničné trhy a poskytujú záruku pre zahraničných kupujúcich.
Cangzhou Deeplink poskytuje presnú výrobu kovových výliskov, výrobu z plechu a kovové riešenia pre globálny vysokorýchlostný priemysel. Naše komplexné služby zabezpečujú rýchlu dodávku, dokonalé spracovanie a stabilnú kvalitu. Kontaktujte nás pre individuálne cenové ponuky!
Západná časť hospodárskej rozvojovej zóny okresu Nanpi, mesto Cangzhou, provincie Che-pej
Autorské práva © 2025 spoločnosťou Cangzhou Deeplink International Supply Chain Co., Ltd. Zásady ochrany súkromia