Unser Kunde, eine Marke, die sich auf hochwertige Haushaltsprodukte spezialisiert hat, beabsichtigte die Entwicklung eines nahtlosen, einstückig geformten Edelstahl-Weinglases für die Zielgruppe der leicht luxuriösen Verbraucher in Europa, Amerika und Russland.
Wir entschieden uns schließlich für einen kombinierten Prozess aus mehrfachem Tiefziehen (Tiefstanzung) in Einzelteilformung + lokalem Prägen + Spiegelpolieren um die Anforderungen des Kunden vollständig zu erfüllen.
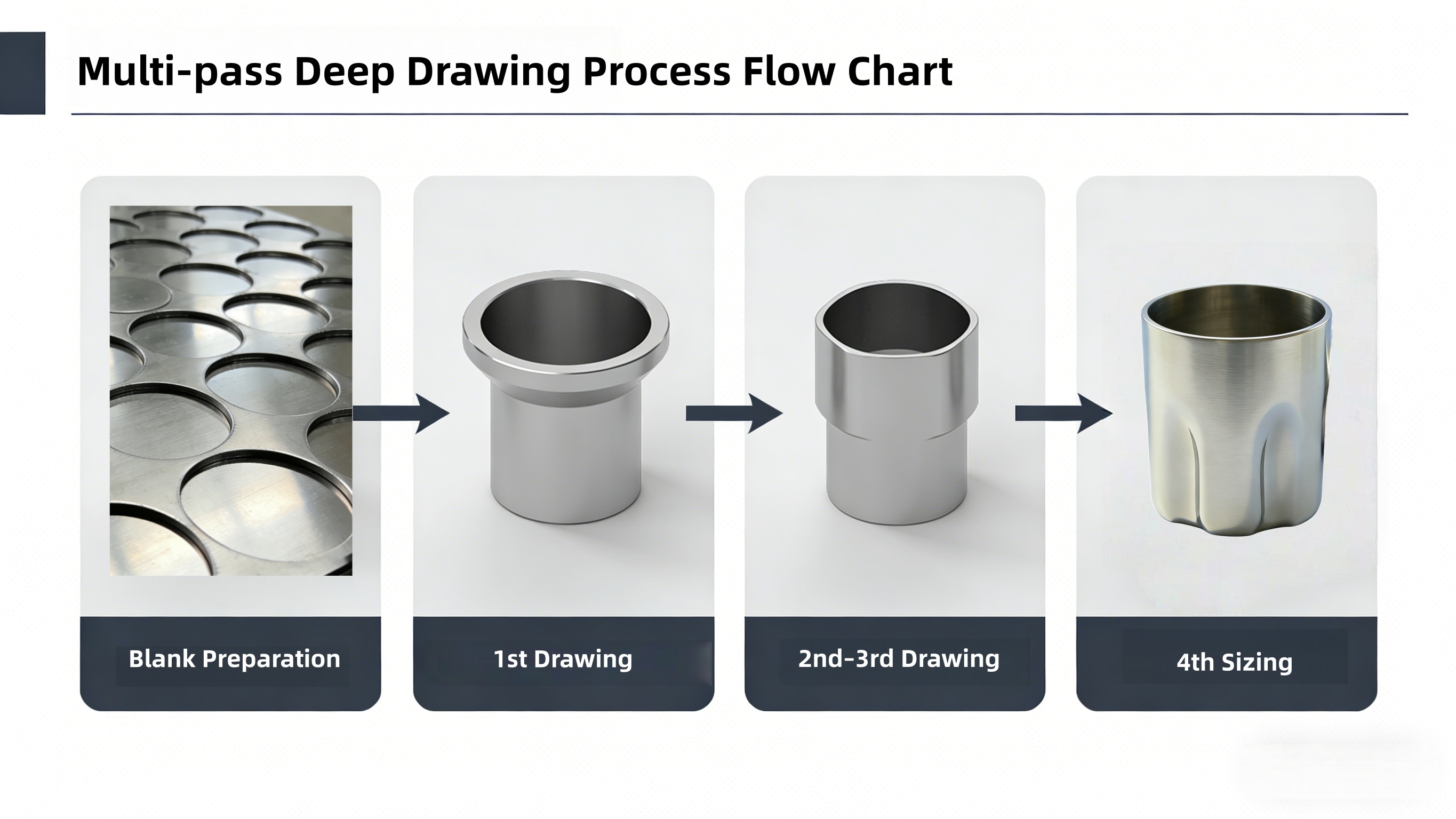
Anstelle des herkömmlichen Rohr-Hydroformverfahrens begannen wir mit flachen Edelstahlrohlingen und fertigten den Becherkorpus durch 4 fortschreitende Tiefziehgänge an. Die Details zu jedem Arbeitsschritt sowie die gelösten Probleme sind wie folgt: In der Rohlingvorbereitungsphase wählten wir 2mm dicke Bleche aus Edelstahl 304, stanzten sie zu runden Scheiben mit einem Durchmesser von 120 mm und entgrateten die Kanten, um eine Spannungskonzentration an den Kanten zu vermeiden und Risse während des anschließenden Tiefziehens zu verhindern. Beim ersten Ziehvorgang verwendeten wir eine Werkzeugform mit großem Radius, um das Ausgangsteil zunächst zu einer flachen Tasse mit einer Höhe von 40 mm zu ziehen; dabei wurde der Ziehgrad auf 0,55 eingestellt, um die Anfangsspannung abzubauen und ein sofortiges Reißen des Materials zu verhindern. Um die Plastizität des Werkstoffs für das anschließende Tiefziehen wiederherzustellen, führten wir nach dem ersten Ziehvorgang eine Lösungsglühhitzebehandlung bei 1050 °C durch, gefolgt von einer schnellen Wasserabschreckung, um die Verfestigung durch Kaltverformung wirksam zu beseitigen. Bei den zweiten bis dritten Ziehvorgängen verringerten wir schrittweise den Werkzeugradius und zogen den Tassenkörper auf die endgültige Höhe von 65mm, wobei der Ziehgrad bei jedem Ziehvorgang auf 0,7 eingestellt wurde. Durch eine gleichmäßige Verteilung der Verformung stellten wir sicher, dass die Wandstärkenunterschiede innerhalb von 0.2schließlich formten wir im vierten Umformschritt mittels einer Prägematrix mit wellenförmigem Kontur die speziell geformte gekrümmte Oberfläche des Becherkörpers unter Verwendung einer hydraulischen Pressprägung präzise aus, wodurch eine Rückfederung des Bechers vermieden und die vorgesehene wellenförmige Gestalt vollständig wiederhergestellt wurde.

Nachdem der Hauptkörper des Bechers geformt war, verwendeten wir eine maßgeschneiderte Präzisionsmatrix zur lokalen Prägung des Becherbodens:

Um einen hochwertigen optischen Effekt zu erzielen und die Lebensmittelsicherheitsstandards zu erfüllen, haben wir eine dreistufige Polierprozess :

Nach drei Runden der Formiteration und Prozessoptimierung konnten wir erfolgreich Edelstahl-Weinglassproben liefern, die alle Anforderungen erfüllten:
Mit über 10 Jahren Erfahrung bei der präzisen Metallumformung beherrschen wir Kernprozesse wie mehrstufiges Tiefziehen, lokales Prägen und innere Hochdruckumformung. Wir realisieren die Einzelteilumformung von flachen Ausgangsblechen zu nahtlosen, speziell geformten Teilen und lösen damit perfekt die Probleme unzureichender Festigkeit und Leckagerisiken, die durch herkömmliche Schweißverfahren verursacht werden – was uns zu einem zuverlässigen Partner für hochwertige kundenspezifische Metallteile macht.
Wir bieten eine ein-Stopp-Maßgeschneiderte Lösung von der Optimierung des Produktentwurfs, der Werkzeugentwicklung und der Kleinserien-Vorserienfertigung bis hin zur großserienmäßigen Massenproduktion:
Alle Metallmaterialien werden sorgfältig ausgewählt. hochwertige Metallmaterialien der Produktionsprozess folgt streng dem Qualitätsmanagementsystem ISO 9001; die Fertigprodukte erfüllen internationale Qualitätszertifizierungen wie die EU-CE-Kennzeichnung und die amerikanische ANSI-Norm und entsprechen damit den Marktzugangsanforderungen für ausländische Märkte – was ausländische Käufer beruhigt.
Cangzhou Deeplink ist ein in China ansässiger OEM-Hersteller, der sich auf maßgefertigte Blechverarbeitung, präzises Metallstanzen, Laserschneiden, CNC-Bearbeitung und Tiefziehen spezialisiert hat. Zertifiziert nach ISO 9001. Schnelle Lieferung weltweit.
Der westliche Bereich der Wirtschaftsentwicklungszone des Landkreises Nanpi, Stadt Cangzhou, Provinz Hebei
Copyright © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Datenschutzrichtlinie