Müşterimiz, yüksek kaliteli ev ürünleri üzerine uzmanlaşmış bir markadır ve Avrupa, Amerika ve Rusya’da hafif lüks tüketici gruplarına yönelik bir dikişsiz, tek parça şekillendirilmiş paslanmaz çelik şarap bardağı geliştirmeyi amaçlamaktadır.
Sonuçta aşağıdaki birleşik işlemi benimsedik: çoklu geçişli derin çekme (derin presleme) tek parça şekillendirme + yerel bastırma + ayna cilalama müşterinin tüm gereksinimlerini tam olarak karşılamak için.
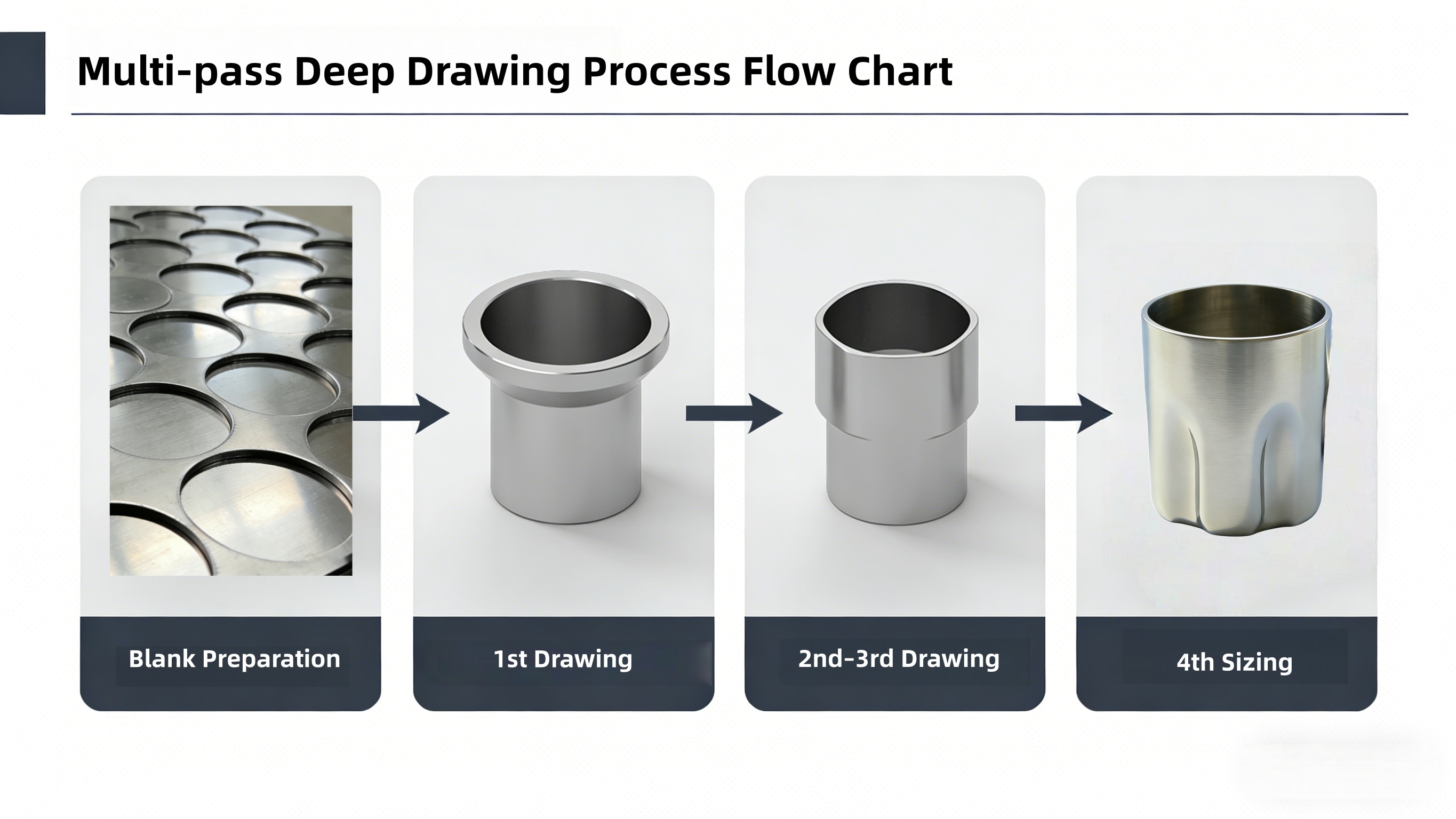
Geleneksel boru hidroformlama sürecinin aksine, paslanmaz çelik düz sac parçalardan başlayarak kavanoz gövdesinin şekillendirilmesini tamamladık. 4 aşamalı ilerleyici derin çekme . Her aşama ve çözülen sorunlar aşağıda açıklanmıştır: Sac hazırlama aşamasında, seçtik 2mm kalınlığında 304 paslanmaz çelik levhalar, bunları 120 mm çapında yuvarlak parçalara keserek boşalttık ve kenarlardaki gerilme yoğunluğunu önlemek ve sonraki çekme işlemi sırasında çatlama oluşumunu engellemek için kenarları kırıldı. İlk çekme geçişinde, malzemenin ilk aşamadaki gerilmesini azaltmak ve aniden yırtılmasını önlemek amacıyla büyük köşe yarıçaplı bir kalıp kullanarak boşluğu başlangıçta 40 mm yüksekliğinde bir sığ kupa haline getirdik; bu aşamada çekme katsayısı 0,55 olarak kontrol edildi. Sonraki derin çekme işlemlerine hazırlık amacıyla ilk çekme işleminden sonra malzemenin plastisitesini yeniden kazanmasını sağlamak için 1050 °C’de çözelti tavlama uygulandı ve ardından işlenme sertleşmesini etkili bir şekilde ortadan kaldırmak için hızlı su soğutması yapıldı. İkinci ve üçüncü çekme geçişlerinde kalıp köşe yarıçapı kademeli olarak azaltıldı ve kupa gövdesi nihai yüksekliğe çekilerek çekme katsayısı her geçişte 0,7 olarak kontrol edildi. 65mm, çekme katsayısı her geçişte 0,7 olarak kontrol edildi. Deformasyonun eşit şekilde dağıtılmasıyla duvar kalınlığı farkı içinde tutuldu. 0.2mm. Son olarak, 4. şekillendirme geçişinde, dalgalı bir kontura sahip bir şekillendirme kalıbı kullanarak, hidrolik pres ile çukurlaştırma işlemiyle bardak gövdesinin özel şekilli eğri yüzeyini tam olarak oluşturduk; bu işlem, bardağın geri dönmesini (springback) önledi ve tasarlanan dalgalı şekli mükemmel bir şekilde geri kazandı.

Ana bardak gövdesi şekillendirildikten sonra, bardak tabanının yerel çukurlaştırılması için özel hassas kalıp kullandık:

Yüksek kaliteli bir görsel etki elde etmek ve gıda güvenliği standartlarını karşılamak için bir 3 aşamalı parlatma işlemi :

Kalıp üzerinde 3 tur yineleme ve süreç optimizasyonu sonrasında, tüm gereksinimleri karşılayan paslanmaz çelik şarap bardağı numunelerini başarıyla teslim ettik:
Ile 10+ yil deneyimi hassas metal şekillendirme alanında, çok aşamalı derin çekme, yerel damgalama ve iç yüksek basınçlı şekillendirme gibi temel süreçleri başarıyla uyguluyoruz. Düz sac parçalardan başlayarak dikişsiz özel şekilli parçalara tek parça üretim gerçekleştirmemiz, geleneksel kaynak süreçlerinden kaynaklanan yetersiz mukavemet ve sızıntı riski gibi sorunları mükemmel şekilde çözmektedir; bu da bizi yüksek uç özelleştirilmiş metal parçalar için güvenilir bir ortak kılmaktadır.
Biz bir tek duraklı özel çözüm ürün tasarım optimizasyonundan, kalıp geliştirme ve küçük parti deneme üretimi ile büyük ölçekli seri üretime kadar:
Tüm metal malzemeler dikkatle seçilmiştir. yüksek kaliteli metal malzemeler üretim süreci ISO9001 kalite yönetim sistemi’ne sıkı şekilde uyar; nihai ürünler AB CE ve ABD ANSI gibi uluslararası kalite sertifikalarını başarıyla geçerek yurt dışı pazarlarına giriş gereksinimlerini karşılar ve yurt dışı alıcıların güvenini kazanır.
Cangzhou Deeplink, özel sac metal üretimi, hassas metal baskı, lazer kesim, CNC işleme ve derin çekme konularında uzmanlaşmış, Çin merkezli bir OEM üreticisidir. ISO 9001 sertifikalıdır. Dünya çapında hızlı teslimat.
Hebei Eyaleti, Cangzhou Şehri, Nanpi İlçesi Ekonomik Gelişim Bölgesi'nin Batı Bölümü
Telif Hakkı © 2025 Cangzhou Deeplink Uluslararası Tedarik Zinciri Co., Ltd. Gizlilik Politikası