Müştərimiz — yüksək səviyyəli ev məhsulları üzrə brend — Avropa, Amerika və Rusiya bazarlarında yüngül lüks istehlakçı qruplarına yönəldilmiş qovuqsuz, birgövdəli paslanmayan polad şampan qədəhinin yaratılmasını planlaşdırırdı.
Nəhayət, müştərinin tələblərini tam ödəmək üçün aşağıdakı birləşdirilmiş prosesi qəbul etdik: çoxaddımlı dərin çəkmə (dərin presləmə) ilə birgə forma verilmə + lokal sikkə basma + güzgü parlaqlığı ilə cilalama müştərinin tələblərini tam ödəmək üçün.
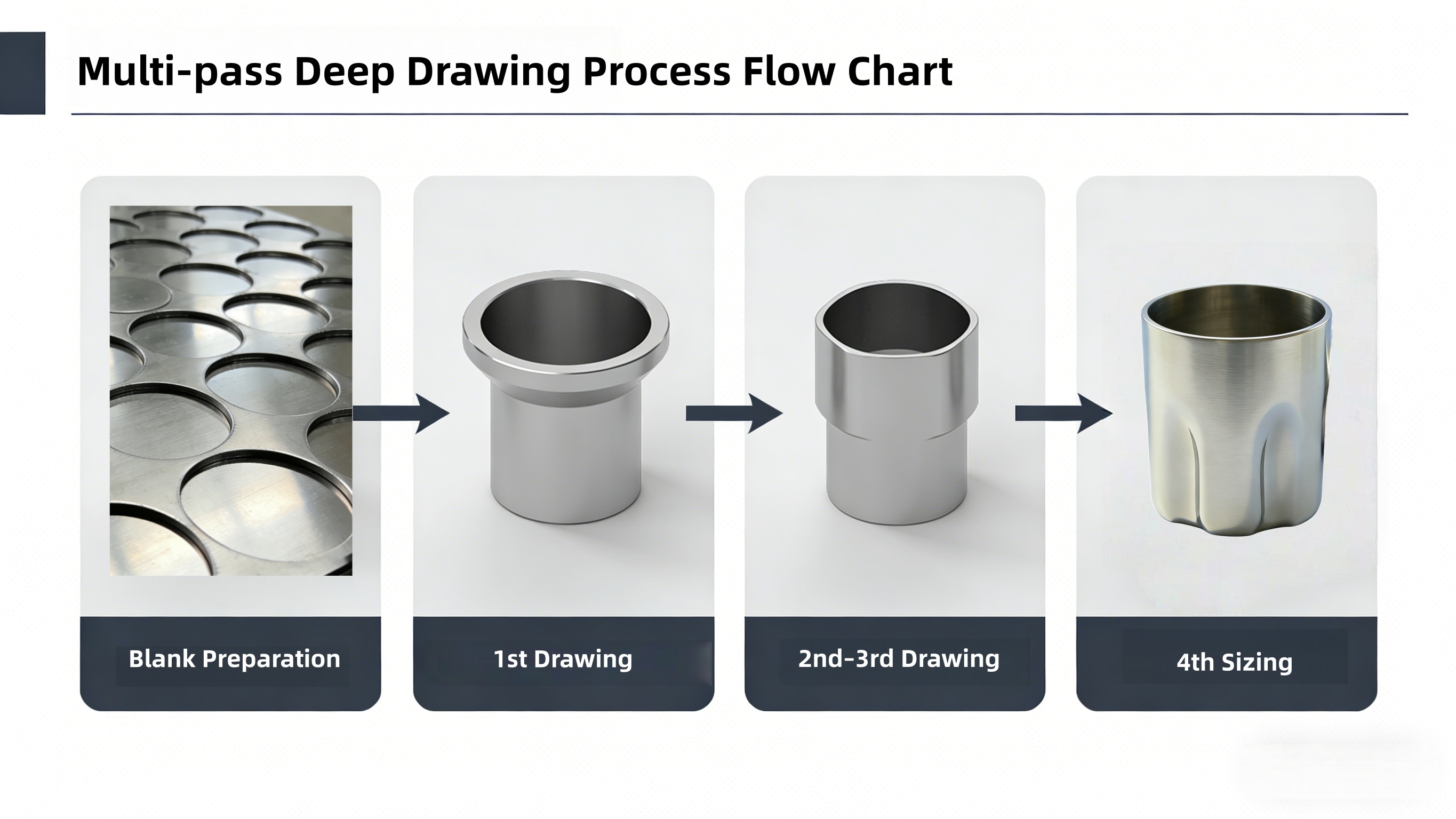
Ənənəvi boru hidroformlaşdırma prosesinin əvəzinə, biz paslanmayan polad düz yastı yarpaqlardan başlayaraq stakanın gövdəsinin formalaşdırılmasını həyata keçirdik və bu proses dörd irəliləyici addımda dərin çəkmə ilə tamamlandı. Hər bir mərhələnin detalları və həll olunan problemlər aşağıdakı kimidir: Yarpaq hazırlığı mərhələsində biz seçdik 2mm qalınlığında 304 nömrəli paslanmayan polad lövhələr, onları diametri 120 mm olan dairəvi parçalara kəsib və gərginlik konzentrasiyasını kənarlarda azaltmaq və sonrakı çəkmə zamanı çatlamaların qarşısını almaq üçün kənarları yuvarlaqlaşdırdıq. 1-ci çəkmə əməliyyatında boşluğu 40 mm hündürlüyə malik yüngül kuboka çəkmək üçün böyük radiuslu kalıp istifadə etdik; bu zaman çəkmə əmsalını 0,55 olaraq təyin edərək başlanğıc gərginliyi azaltdıq və materialın anidə yırtılmasını qarşısını aldık. Sonrakı dərin çəkmə üçün materialın plastikliyini bərpa etmək məqsədilə 1-ci çəkmədən sonra 1050 °C-də həll edici temperləmə apardıq və işləmə sərtliyini effektiv şəkildə aradan qaldırmaq üçün sürətli su soyutması ilə davam etdik. 2-ci və 3-cü çəkmə əməliyyatlarında kalıbın radiusunu postepen olaraq azaldaraq kubokun gövdəsini son hündürlüyə çəkdik: 65mm, hər bir çəkmə əməliyyatında çəkmə əmsalını 0,7 olaraq saxlayaraq deformasiyanı bərabər paylayaraq divar qalınlığı fərqinin daxilində qalmasını təmin etdik. 0.2mm. Son növbədə, 4-cü forması verilmə mərhələsində dalğalı konturlu bir forma verici kalıp istifadə edərək hidravlik pres ilə çökərtmə yolu ilə fincanın bədəninin xüsusi formalı əyrilən səthini dəqiq şəkildə formalaşdırdıq; bu da fincanın elastik geri qayıtmasını (springback) qarşısını almaq və layihə olunan dalğalı formalı səthin mükəmməl bərpa olunmasını təmin etdi.

Fincanın əsas bədəni formalaşdırıldıqdan sonra biz xüsusi dəqiqlik kalıbı istifadə edərək fincanın dibinə yerli çökərtmə etdik:

Yüksək səviyyəli vizual təsir əldə etmək və qida təhlükəsizliyi standartlarına cavab vermek üçün biz 3 mərhələli parlaqlıq prosesini :

Kalıp iterasiyalarının 3 turu və proses optimallaşdırılmasından sonra biz bütün tələblərə uyğun paslanmayan polad şampan qədəhi nümunələrini uğurla təhvil verdik:
Ilə 10+ illik təcrübə dəqiq metal formalaşdırmada biz çoxaddımlı dərin çəkmə, lokal təzyiq altında formalaşdırma və daxili yüksək təzyiq altında formalaşdırma kimi əsas prosesləri mənimsəmişik. Biz sadə lövhələrdən pərəkəsiz xüsusi formalı hissələrə qədər birgə forma verilməsini həyata keçiririk və bu da gələnəkdəki qaynaq proseslərinin səbəb olduğu kifayət qədər möhkəmlik olmaması və sızıntı riski kimi problemləri mükəmməl həll edir; beləliklə, biz yüksək səviyyəli fərdiləşdirilmiş metal hissələr üçün etibarlı tərəfdaş oluruq.
Biz sizə bir Məkanlı Səbətli Həll məhsul dizaynının optimallaşdırılmasından, kalıp inkişafına, kiçik seriyalı sınaq istehsalına qədər böyük miqyaslı kütləvi istehsalına:
Bütün metal materiallar seçilib yüksək keyfiyyətli metal materiallar . İstehsal prosesi ISO9001 keyfiyyət idarəetmə sisteminə qəti surətdə əməl edir və son məhsullar ABŞ CE və Amerika ANSI kimi beynəlxalq keyfiyyət sertifikatlarını keçir, xarici bazarlara çıxış tələblərini ödəyir və xaricdəki alıcıları təmin edir.
Cangzhou Deeplink — fərdiləşdirilmiş saçlı metal hazırlama, dəqiq metal döyülməsi, lazer kəsmə, CNC emalı və dərin çəkmə ilə məşğul olan Çin əsaslı OEM istehsalçısıdır. ISO 9001 sertifikatlı. Dünyanın hər yerinə sürətli çatdırılma.
Hebej Province, Cangzhou Şəhri, Nanpi Rayonu İqtisadi İnkişaf Zonasının Qərb Sahəsi
Bütün hüquqlar qorunur © 2025 Cangzhou Deeplink Beynəlxalq Təchizat Zənciri Co., Ltd. Gizlilik siyasəti