Il nostro cliente, un marchio specializzato in prodotti domestici di alta gamma, intendeva sviluppare un calice in acciaio inossidabile monopezzo senza saldature destinato ai consumatori appartenenti al segmento della leggera luxury in Europa, America e Russia.
Abbiamo infine adottato un processo combinato di formatura in un unico pezzo mediante tranciatura profonda a più passaggi (stampaggio profondo) + coniazione locale + lucidatura speculare per soddisfare pienamente i requisiti del cliente.
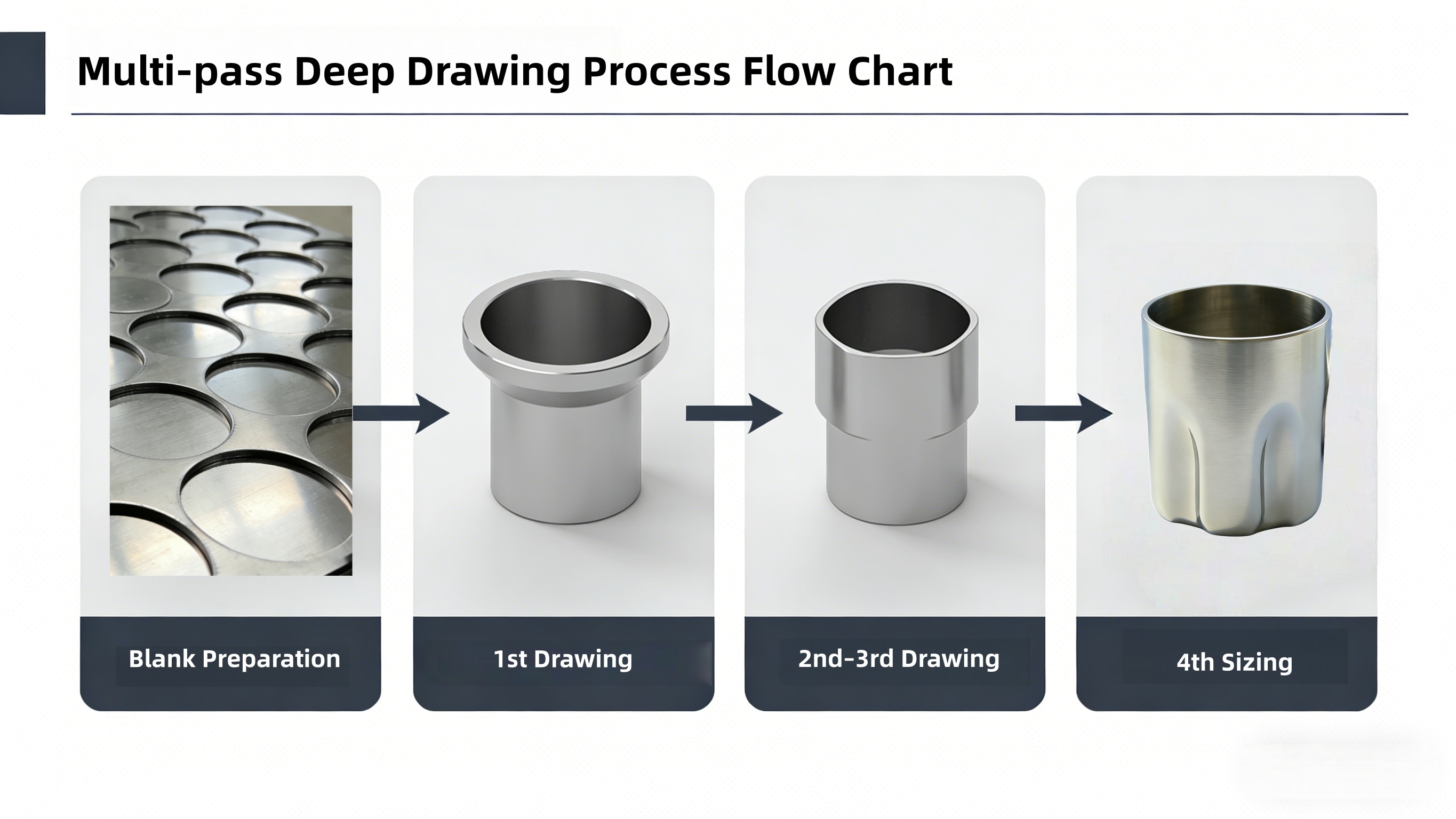
Invece del tradizionale processo di idroformatura tubolare, abbiamo iniziato da lamiere piane in acciaio inossidabile e completato la formatura del corpo della tazza mediante 4 passaggi progressivi di tranciatura profonda . I dettagli di ciascuna procedura e i problemi risolti sono i seguenti: nella fase di preparazione della lamiera, abbiamo selezionato 2lamiere in acciaio inossidabile 304 dello spessore di mm, tagliate a forma di dischi con diametro di 120 mm e sgrassate ai bordi per evitare la concentrazione di tensioni ai margini e prevenire fessurazioni durante la successiva operazione di imbutitura. Nel primo passaggio di imbutitura, abbiamo utilizzato uno stampo con raggio di raccordo ampio per imbutire inizialmente il grezzo in una coppa bassa alta 40 mm, controllando il coefficiente di imbutitura a 0,55 per alleviare le tensioni iniziali ed evitare la rottura istantanea del materiale. Per ripristinare la plasticità del materiale prima delle successive operazioni di imbutitura profonda, abbiamo effettuato un trattamento di ricottura in soluzione a 1050 °C dopo il primo passaggio di imbutitura, seguito da un rapido raffreddamento in acqua per eliminare efficacemente l’indurimento per deformazione. 65mm, con il coefficiente di imbutitura controllato a 0,7 per ogni passaggio. Distribuendo uniformemente la deformazione, abbiamo garantito che la differenza di spessore della parete fosse compresa entro 0.2infine, nella quarta passata di formatura, abbiamo utilizzato uno stampo di formatura con un contorno ondulato e abbiamo modellato con precisione la superficie curva a forma speciale del corpo della tazza mediante imbutitura a freddo su pressa idraulica, evitando il rimbalzo della tazza e ripristinando perfettamente la forma ondulata progettata.

Dopo che il corpo principale della tazza era stato formato, abbiamo utilizzato uno stampo di precisione personalizzato per l’imbutitura locale del fondo della tazza:

Per ottenere un effetto visivo di alta gamma e rispettare gli standard di sicurezza alimentare, abbiamo implementato un processo di lucidatura in tre fasi :

Dopo 3 cicli di iterazione dello stampo e di ottimizzazione del processo, abbiamo consegnato con successo campioni di calici in acciaio inossidabile che soddisfano tutti i requisiti:
Con più di 10 anni di esperienza nella formatura precisa di metalli, padroneggiamo processi fondamentali quali la trafilatura profonda multi-passaggio, la coniazione locale e la formatura ad alta pressione interna. Realizziamo la formatura monopezzo partendo da lamiere piane fino a componenti speciali senza saldature, risolvendo in modo ottimale i problemi di insufficiente resistenza e rischi di perdite causati dai tradizionali processi di saldatura, rendendoci un partner affidabile per componenti metallici personalizzati di fascia alta.
Offriamo un soluzione unica su misura dall’ottimizzazione della progettazione del prodotto, allo sviluppo degli stampi e alla produzione sperimentale in piccoli lotti, fino alla produzione su larga scala.
Tutti i materiali metallici sono selezionati materiali metallici di alta qualità il processo produttivo segue rigorosamente il sistema di gestione della qualità ISO 9001 e i prodotti finiti superano le certificazioni internazionali di qualità, quali la marcatura CE europea e lo standard ANSI statunitense, soddisfacendo i requisiti di accesso ai mercati esteri e offrendo tranquillità agli acquirenti internazionali.
Cangzhou Deeplink è un produttore OEM con sede in Cina specializzato nella fabbricazione su misura di lamiere, nello stampaggio di precisione di metalli, nel taglio laser, nella lavorazione CNC e nella trafilatura profonda. Certificato ISO 9001. Consegna rapida in tutto il mondo.
La zona occidentale della zona di sviluppo economico della contea di Nanpi, città di Cangzhou, provincia dell'Hebei
Copyright © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Informativa sulla privacy