Vår kunde, et merke som spesialiserer seg på high-end-husholdningsprodukter, hadde som mål å utvikle et sømløst vinnglass i ett stykke av rustfritt stål rettet mot forbrukergrupper innen lys luksus i Europa, USA og Russland.
Vi valgte til slutt en kombinert prosess av flertrinns dyktdragning (dykkstansing) i én del + lokal mynting + speilpolering for å fullt ut oppfylle kundens krav.
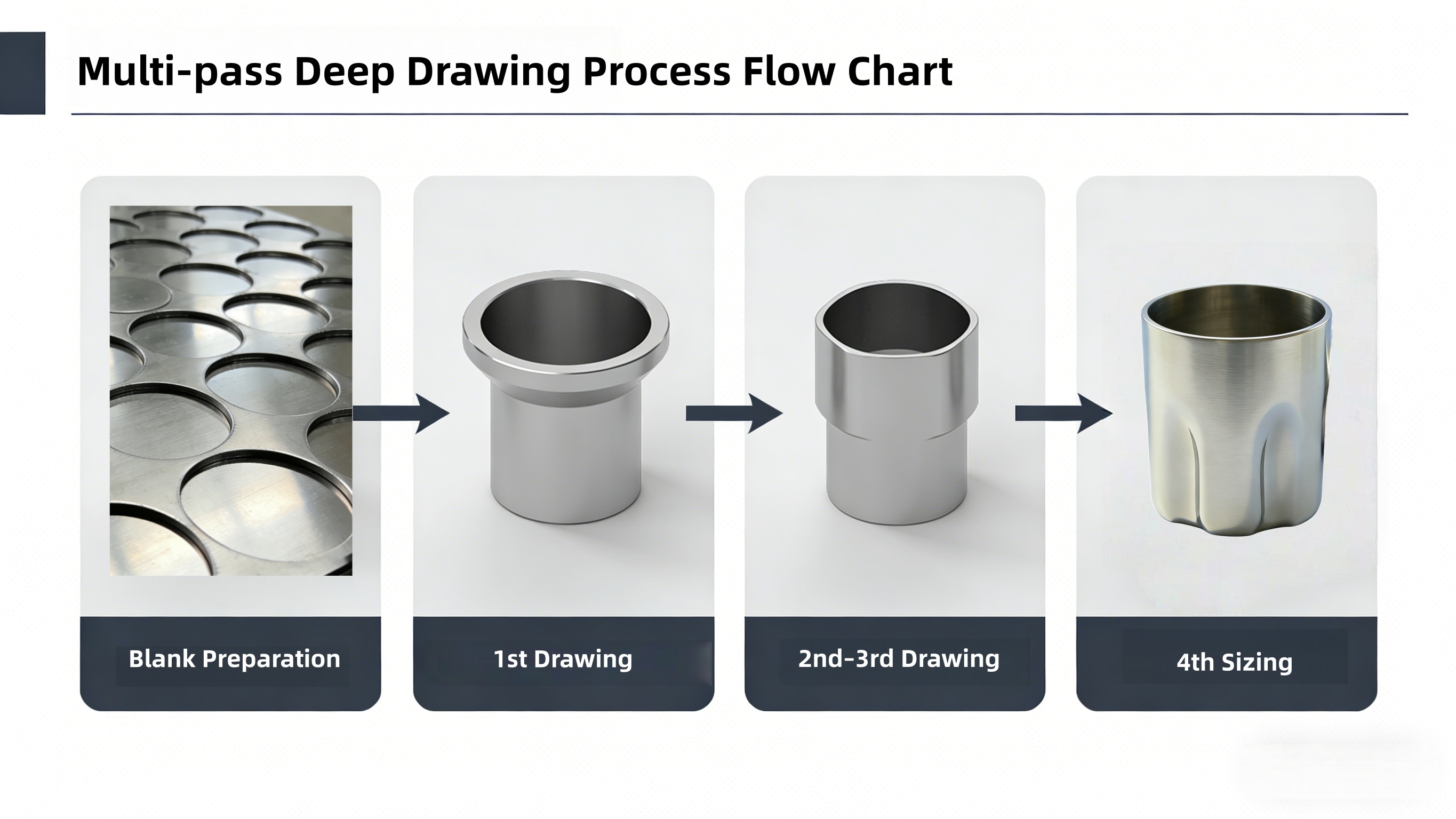
I stedet for den tradisjonelle rørhydroformingsprosessen startet vi med flatt blank av rustfritt stål og fullførte formingen av koppens kropp gjennom 4 progressive trinn av dyktdragning . Detaljene om hver prosedyre og de løste problemene er som følger: I fasen for forberedelse av blanket valgte vi 2mm tykke ark av rustfritt stål, type 304, som ble klippet til runde plater med en diameter på 120 mm, og deretter fasettbehandlet langs kantene for å unngå spenningskonsentrasjon ved kantene og forhindre revner under påfølgende dykking. I den første dykkingspasset brukte vi en form med stor rundhet (stor fasett) for å initielt dykke utgangsmaterialet til en grunn skål med en høyde på 40 mm, og kontrollerte dykkingskoeffisienten til 0,55 for å redusere startspenningene og hindre øyeblikkelig revning av materialet. For å gjenopprette materialets plastisitet før videre dypdykking utførte vi løsningsgløding ved 1050 °C etter den første dykkingen, fulgt av rask vannavkjøling for å effektivt eliminere arbeidsforhardning. I det andre til tredje dykkingspasset reduserte vi gradvis formens fasett og dykket skålens kropp til den endelige høyden på 65mm, der dykkingskoeffisienten ble kontrollert til 0,7 i hvert pass. Ved å jevnt fordele deformasjonen sikret vi at veggtykkelsesforskjellen lå innenfor 0.2til slutt, i den fjerde formingspassen, brukte vi en form med bølget kontur og dannet nøyaktig den spesialformede buede overflaten på koppens kropp ved hjelp av myntpressing med hydraulisk presse, noe som unngikk fjærtilbakevirkning i koppen og perfekt gjenopprettet den designede bølgeformen.

Etter at hovedkroppen på koppen var dannet, brukte vi en tilpasset presisjonsform for lokal myntpressing av koppens bunn:

For å oppnå en high-end-visuell effekt og oppfylle kravene til mattrygghet, implementerte vi en trestadig poleringsprosess :

Etter tre runder med formiterasjon og prosessoptimering leverte vi vellykket prøver av vin glass i rustfritt stål som oppfylte alle krav:
Med 10+ års erfaring innen presis metallforming behersker vi kjerneprosesser som flertrinnsdyptrekking, lokal mynting og indre høytrykkforming. Vi oppnår én-dels-forming fra plane råplater til sømløse spesialformede deler, og løser dermed perfekt problemene med utilstrekkelig styrke og lekkasjerisiko som skyldes tradisjonelle sveiseprosesser, noe som gjør oss til en pålitelig partner for high-end tilpassede metallkomponenter.
Vi tilbyr en alt-i-ett tilpasset løsning fra produktutformingsoptimering, formutvikling og småserietestproduksjon til storsskalig masseproduksjon:
Alle metallmaterialer er satt sammen med omhu. høykvalitets metallmaterialer produksjonsprosessen følger strengt ISO 9001-kvalitetsstyringssystemet, og ferdige produkter har gjennomgått internasjonale kvalitetssertifiseringer som EU:s CE-sertifikat og det amerikanske ANSI-sertifikatet, noe som oppfyller kravene for markedsadgang i utlandet og gir trygghet for kjøpere utenfor Norge.
Cangzhou Deeplink er en kinesisk OEM-produsent som spesialiserer seg på tilpasset platemetallfabrikasjon, presisjonsmetallstansing, laserstansing, CNC-maskinbearbeiding og dyptrekking. ISO 9001-sertifisert. Hurtig levering verden over.
Det vestlige området i økonomisk utviklingszone i Nanpi-fylke, byen Cangzhou, provinsen Hebei
Opphavsrett © 2025 av Cangzhou Deeplink International Supply Chain Co., Ltd. Personvernpolicy